更新时间:2017/6/2 21:20:46 阅读:17469
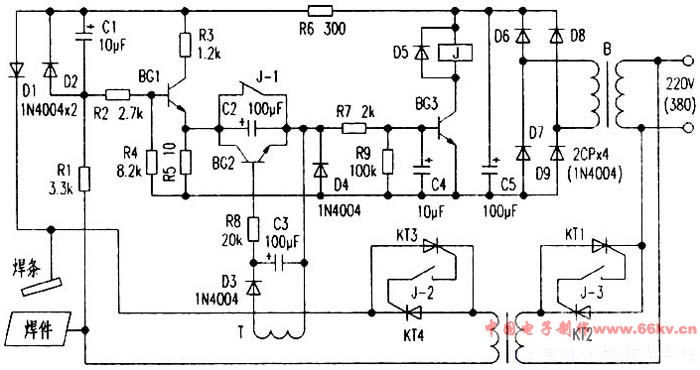
| 电焊机自动启停装置,用两对可控硅分别控制电焊机的初级和次级,启停灵敏可靠无噪音,现已装于BX1―300交流弧焊机和ZXG―300手弧焊整流器上,工作一年多节电效果显著。 一、工作原理 电路原理图如下:
二、元器件作用及性能选择 |
【电子基础】
【器件资料】
【PCB 技术】
【控制电路】
【音响电路】
【报警电路】
【通信电路】
【充电稳压】
【升压逆变】
【日常电器】
【工具仪表】
【单片机栏】
【其它电路】
【教学视频】
【图解教程】


| 电脑版 | 联系我们 | 微信公众号 | 回顶部 |